![]()

Az OEE mutató a nehezen megfogható „Hatékony-e a termelésem?” kérdés megválaszolásában segít. A hatékonytalan termelés mögött jellemzően három ok kombinációja áll:
1. Rendelkezésre állás – A teljes idő mekkora részében tudjuk használni a gépeinket?
2. Teljesítmény – Legyártják-e a gépeink az egységnyi idő alatt elvárt mennyiséget?
3. Minőségarány – A gyártott termékek hány százaléka felel meg a minőségi elvárásoknak?
Az OEE mutató ezen három tényező hatását számszerűsíti és fejezi ki egyetlen (százalékos) mutató formájában.
OEE = Rendelkezésre állás × Teljesítmény × Minőségarány
Egy gép OEE-je akkor 100%, ha az egy év alatt rendelkezésére álló 365 × 24 órán keresztül megállás nélkül kizárólag jó terméket termel. Az OEE mutató a tényleges hatékonyságot viszonyítja a ténylegesen rendelkezésre álló időhöz. Tervezett leállásokra szükség van, ezért az OEE esetében a gyakorlati cél nem a 100%, hanem a folyamatos javulás elérése.

Számos termelő vállalat alkalmazza az OEE-t a termelési tevékenység kulcs- teljesítménymutatójaként. Ez az egységesen használt mutató lehetőséget biztosít különböző üzemek, vállalatok összehasonlítására, tényezői jól kommunikálhatók a termelésben dolgozók felé is. Az OEE három tényezőjének számszerűsítése pedig segít kijelölni a fejlesztési intézkedések fókuszát.
1. Rendelkezésre állás (Availability)
A rendelkezésre állás megmutatja, hogy az egy év alatt ténylegesen rendelkezésre álló időből (365×24 óra) a tervezett és nem tervezett leállások levonása után megmaradó tényleges működési idő hogyan aránylik a ténylegesen rendelkezésre álló időhöz.
Rendelkezésre állás = Tényleges működési idő / Tényleges rendelkezésre álló idő
2. Teljesítmény (Product rate)
A teljesítmény megmutatja, hogy a gépeim az elvárt ciklusidőnek (egységnyi termék legyártásának normaideje) megfelelő sebességgel működtek-e.
Teljesítmény = (Tervezett ciklusidő × Indított mennyiség) / Tényleges működési idő
Például ha egy üveges termék dugózása norma szerint 17 mp-ig tart (ennyi az elvárt ciklusidő), és ezer termék legyártása 20238 mp-ig tartott a ciklusidő szerinti 17000 mp helyett, akkor a teljesítmény 84%-os, vagyis a teljesítményesés (sebességveszteség) 16%.
3. Minőségarány (Quality rate)
A minőségarány megmutatja, hogy az összes indított termék hány százaléka felelt meg a minőségi elvárásoknak.
Minőségarány = (Indított mennyiség – Selejt) / Indított mennyiség
Hogyan mutatja meg az OEE, hogy hol van szükség beavatkozásra?
Az OEE bármelyik tényezőjének alacsony értéke az adott tényezőhöz kapcsolódó intézkedés szükségességére irányítja a figyelmet.
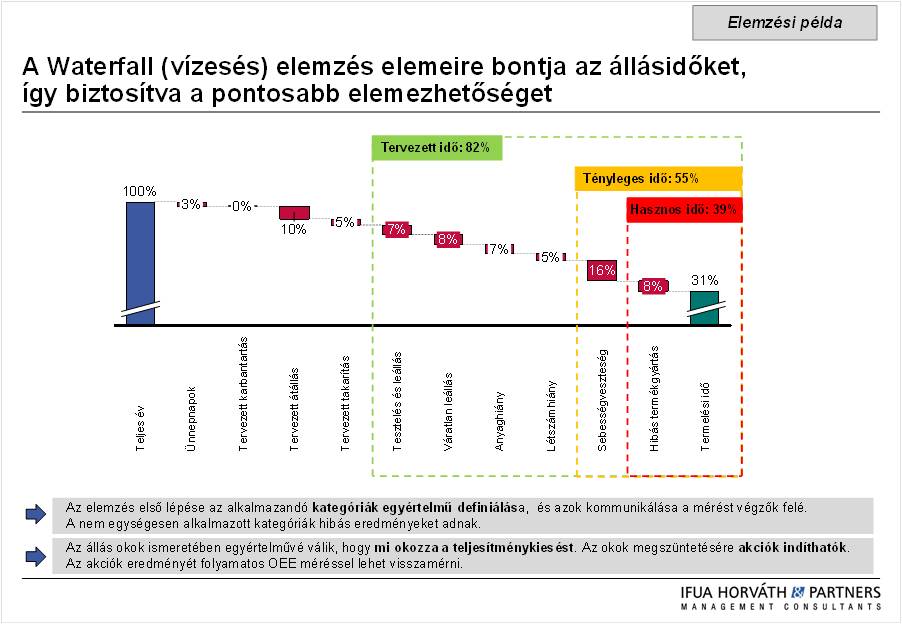
A tényező mögött álló okok elemzése lehetőséget biztosít a beavatkozásra. Az alábbi ábrán vízesés diagrammal ábrázoltuk az időkiesések okait. Látható, hogy a példában a sebességveszteség nagy mértékben (16%) indokolja az alacsony hatékonyságot.
A képre kattintva nagyobb méretben megnyílik az ábra.
Mire figyeljünk az OEE számításakor?




